






金型への応用が始まったレーザマイクロテクスチュア~離型性向上~
プラスチックス2017.12.掲載
<特集>プラスチック金型徹底ガイド レーザ微細加工とその応用
金型への応用が始まったレーザマイクロテクスチュア~離型性向上~
㈱リプス・ワークス 代表取締役COO 井ノ原 忠彦
1. はじめに:背景
一般的に金型、あるいは樹脂材料に対してのレーザ応用例は、非常に少なかった。それは、これまでは熱レーザの使用例が多く、金型補修、部分焼き入れや、バリとり、マーキングなど熱の影響があっても品質に支障のない限定的な使い方であったためと考える。しかしながら、超短パルスレーザの急速な進歩と応用技術の発達により、金型、樹脂材料との間には、非常に密接な関係が構築されつつある。
超短パルスレーザは、微細加工の分野に限定すると一般的にレーザパルス幅を10ピコ秒以下に制御したレーザであり、最近では、産業応用するのに適したパルス出力・繰返し周波数を有したレーザも出現している。原理は、パルス幅がピコ秒、フェムト秒と大変短く、分子レベルの化学初期反応持続時間程度のパルス幅であるため、その間での非加工材のアブレーションにより熱的プロセスを伴わないことが最大の特徴である。微細形状を種々の被加工材あるいは金型に形成する上で、熱的損傷を与えず、除去加工用の工具を用いないため、数十μ mレベルの微細なパターンをバリ、だれ無しで金型表面に付与することができる。
この微細パターンは、高硬度の金属表面(DLCコーティング後も可)にも、付与可能である。また、熱影響を受けやすい樹脂材料であっても、その加工性は良好である。
2. 超短パルスレーザ微細加工技術と応用
上述したように超短パルスレーザは、熱影響の少ない加工が可能なため、金型への微細形状創成は、材質、コーティングなどの種類を選ばず可能である。ここでは、孔明け技術、切断、パターンニング、レーザマイクロテクスチュア技術、その他の表面機能を紹介する。
2-1 孔加工技術
一般的な常識では、レーザによる孔加工は、レーザ光のガウシアン形状に伴い、単調にレーザ光を照射した状態では、テーパ形状となりテーパの角度は制御不能である。
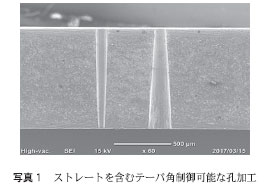
写真1は、独自の光制御機能を用いてテーパ制御した加工写真である。特筆すべきは、まったく熱影響がみられず、テーパ角度が制御可能となったことである。通常は、金型の管理難度の高い微細ピンに対して、成型後の孔加工に応用されている。
2-2 切断
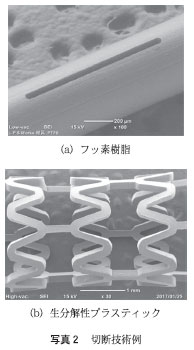
超短パルスレーザにおけるプラスチックの切断の特徴は、切断時に発生するプラズマにより溶融したカーボンなどが、切断面及びその周囲に付着しないことである。そのため、化学処理などによる後工程を全く必要としないことである。特に一般的なポリマーに加えて、熱に弱いとされる生分解性プラスチック、微細加工は不可能とされたフッ素樹脂でも、
写真2に示すように高精度の加工が可能となった。
2-3 パターンニング
自動車や通信機器などの高度化による、高機能部品の実現には、樹脂成型技術は欠かせない技術であるが、例えば部品表面に微細な配線などのパターンニングが必要とされた場合、付与された金属膜にμm単位のライン&スペースの制御が可能であり、下地の部品へのダメージは全くない。
2-4 レーザマイクロテクスチュア技術
射出成形の分野では、表面粗化、離型剤の使用、形状の工夫など離型性の向上に多くの工夫がなされてきた。しかし部品の高度化、微細化に伴い、より確実な技術が求められている。
一方、トライボロジーの世界では、長年にわたり、表面機能向上による摩擦係数低減が研究されてきた。潤滑油を使用する場合の一般的な理論は、摺動時の2物体間において、摺動速度が遅くなると、それぞれに折衝状態となるスティッキング現象が生じる。この不具合を解消するためには、2物体が接近しても、薄い油膜面が形成されている必要がある。すなわち、摺動する2物体間が比較的大きな圧力バウンダリーになっても、接触をさけることができれば、摩擦係数の急速な増加は回避される。そのために、微細構造を持つマイクロテクスチュアを形成し、(いわゆるミクロプール、微細な油だまり)2物体間の接触を回避するものである。
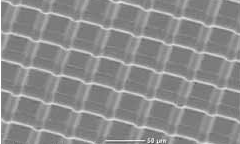
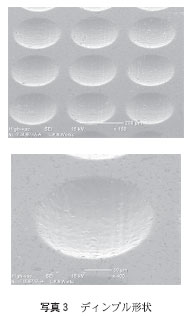
このトライボロジーの理論を離型作用に応用するには、摺動部における油が、空気層である必要がある。しかし、成形された部品表面にいたずらに転写されるような、形状では本来の高機能高精度の部品には不向きである。そのためには、成形部品の外観に影響を及ぼさない、微細で規則正しいテクスチュアが必要になる。写真3は、金型表面に付与されたディンプル形状を示す。まったくバリなどの発生がなく、正確な開口径、正確な深さと正確なピッチで付与可能である。特に、設計された形状寸法を確保するための精密に仕上げられた表面は、そのまま確保されているため、部品の仕上がり表面には影響を及ぼさない。材質、形状あるいは、成形温度などによって、パターンの工夫が必要である。
2-5 転写のための微細形状創成
前述したように、超短パルスレーザは、熱影響が少ないため、種々の光学系・ビーム制御系の工夫により、適切な除去加工パス・加工エネルギーでマイクロテクスチュアの付与が可能になる。写真4~6に、創成された微細加工例の写真を示す。写真3においては、ディンプル形状とエンボス形状、写真4には、四角錘凹凸加工の例を示している。レーザ加工条件の最適化は、あらゆる形状の創成を可能にし、しかも、対象の材料を選ばないため、高硬度の材料への微細形状付与が金型の高寿命化を実現する。写真6は、針状加工を実験したものであるが規則正しく配列されていることがわかる。
これらの、パターンは例えば樹脂成形用金型の一部に応用され、微細パターン転写と同時に、ディンプル形状パターンは、離形性の向上など応用がなされている。
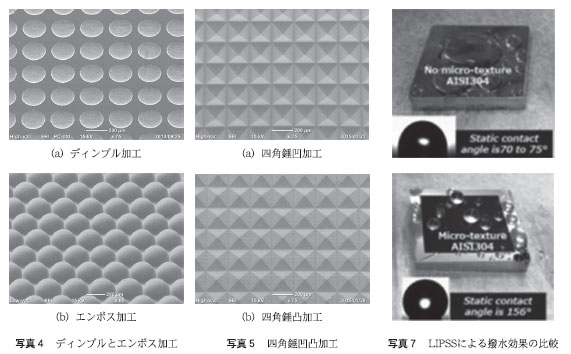
![]()
2-6 その他の表面機能向上と成形例
フェムト秒レーザパルスをレーザアブレーション閾値近傍のフルエンスで照射すると、入射光の偏光方向と垂直の方向に、レーザ波長と同程度、またはそれ以下のナノレベル間隔を有する周期構造が形成されることが知られている。この微細周期構造はLIPSS(Laser Induced Periodical Surface Structure)と呼ばれている。LIPSSは半導体や金属、誘電体といった様々な種類の物質へのレーザパルス照射後に観察され、その応用については、摺動部の摩擦・磨耗低減などが挙げられているしかしながら、その応用研究は、 必ずしも十分になされているわけではない。
写真7は、LIPSSが、超撥水効果を発現し、純水に対する通常のステンレス表面とLIPSS加工された表面との静的接触角の比較である。接触角は、70から150°に向上している。芝浦工業大学相澤龍彦教授の研究では、写真8に示すように、ガラスへの転写応用の実験がなされている。金型は、SUS420J1を使用し、低温プラズマ窒化処理を施し、LIPSS処理後、CNCサーボプレス機にて、リン酸塩ガラスに転写した例である。静的接触角は、60°から113に向上した。
3. 超短パルスレーザの進歩
位置制御に加えビーム制御が十分な精度で実施できれば、金型内面へのマイクロテクスチュア形成も原理的には可能である。写真9に円筒内に加工した状態を示す。
一方、写真10に示すレーザ加工機は、円筒(円柱)外面への微細加工を実現する加工機である。いわゆる超短パルスレーザ旋盤である。フイルム表面への転写ローラ、金属への転造を可能にするローラの製造に向けたものである。ローラ表面は、高精度で高硬度であるがゆえに、正確な転写とローラの長寿命化が確認されている。
4. おわりに
超短パルスレーザの出現は、表面機能向上の有力なツールとなりうることが証明された。その技術は、トライボロジーに限らず、バイオチップ、各種デバイス、医療用部材等多くの応用範囲が広がりつつある。当社が有する微細加工技術は、レーザ作用点をマイクロバイトに見立て、その能力を発揮させる光学系とモーションコトロールを最適化していることであり、現在の取り組みはバイトデザインの自由化とモーションコントロール空間位置の自由化である。レーザそのものが持つ優位性を最大限利用するために光学系と制御技術の高度化が必須となりつつある。