超短パルスレーザによる金属の微細加工と応用例
機械技術2017年11月号掲載
<特集>レーザによる加工技術をさぐる ー穴あけ・切断・微細・難形状加工ー レーザ加工機編
超短パルスレーザによる金属の微細加工と応用例
㈱リプス・ワークス 代表取締役COO 井ノ原 忠彦(Tadahiko Inohara)
〒144-0033 東京都大田区東糀谷6-4-17 OTAテクノCORE TEL:03-3745-0330
1.はじめに
一般的にレーザ加工は、切削工具による加工に比較して熱影響が大きく高精度の加工には不向きとされてきた。特に微細な加工においては、形状不整が生じ必要な精度の確保は困難であった。そのため、除去加工としてのレーザは、高精度の分野では対象外とされてきたのが現実である。
しかし、超短パルスレーザ(ピコ秒レーザ、フェムト秒レーザ)の出現によって、熱影響による形状不整は大きく改善された。そのため、切削工具では、困難とされてきた形状が、容易に実現可能となってきた。本稿では、加工事例を中心に超短パルスレーザの特徴と応用例を紹介する。
2.超短パルスレーザとは何か
一般的には、レーザは加工用に限定しても、発振媒体(個体、気体)、発振方式(連続発振・パルス発振)、波長等の種類によって、加工できる材料・分野が限定される。例えば微細加工と厚板切断、溶接などに用いるレーザは、全く違うものである。
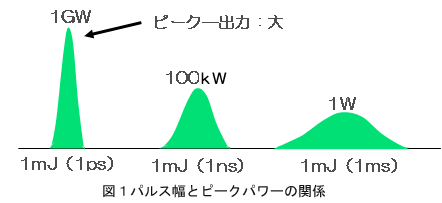
微細加工用レーザに限定すると、昨今の技術革新は、図1に示すように、極端にパルス幅を短くすることによって、ピークパワーが高くなり熱加工現象からアブレーション加工現象に替わったことである。このことによって、熱影響による形状不整が無くなり、機械加工と同等の除去面が得られ、なおかつ微細でバリの無い形状創成が可能になった。
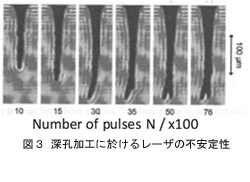
当社は、2009年、他社に先駆けて超短パルスレーザを導入した。しかし、図1にみるパルス幅を基準にして従来をナノ秒レーザと表現するならピコ秒、フェムト秒レーザなどの超短パルスレーザでの加工プロセスは、物理的に全く違うといっても過言ではない。そのため、ピコ秒レーザを導入した時点では、パルス数を単調に増加させた場合、後述するように所定のアスペクト比で制御不能となり不安定化するなど課題が多く、市販の光学系、制御系では、対応が困難との結論に至り、加工機のすべてを自社開発せざるを得ない状況であった。
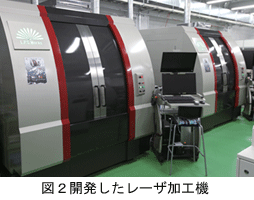
暗中模索のなか、図2に示すレーザ加工機を開発し、日々改善を加えながら、加工技術の開発を進めてきた。このレーザ加工機には、孔加工専用光学系、ガルバノスキャナ―、ステージ駆動(400mm×400mm)が、搭載され、あらゆる加工に対応できる構造となっている。現在では、フェムト秒レーザ加工機が加わり、6台の超短パルスレーザが稼働している。
その一部を以下の順に加工事例を交えながら報告する。
(1)孔加工
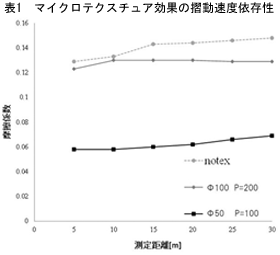
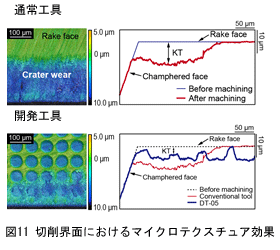
(2)マイクロテクスチュア加工
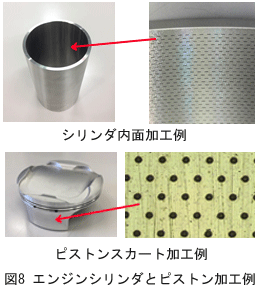
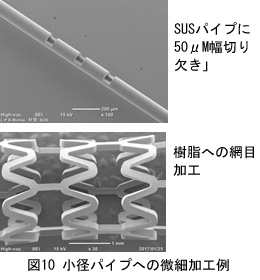
(3)円筒内外面加工
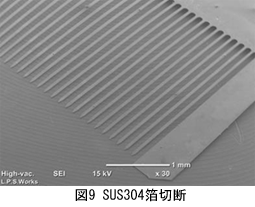
(4)切断
(5)マイクロテクスチュア応用例

3.おわりに
昨今のレーザの発展は、まさに目を見張るばかりである。特に超短パルスレーザの出現は、機械設計手法の変更を迫るような、まったく新しい世界を切り開いた。その進歩は留まるところを知らず、スペックの向上はめまぐるしいものがある。当初欠点とされた遅い加工速度を改善するには、それらの進歩するレーザを使いこなすためにバイトデザインの自由化とモーションコントロール空間位置の自由化が必要である。
図12は、リプス・ワークスの加工技術を活かし、スループットを大幅に向上させた、出力100W、繰り返し周波数40MHzの能力を持つ最新鋭機である。「加工技術の開発無くして最新鋭のレーザ加工機の開発はできない」受託加工とレーザ加工機製造のビジネスを並行して進めている所存である。