レーザーマイクロテクスチャによる摩擦低減技術

3.ステージ駆動による切断
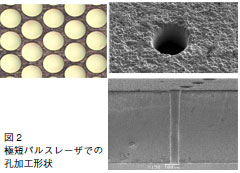
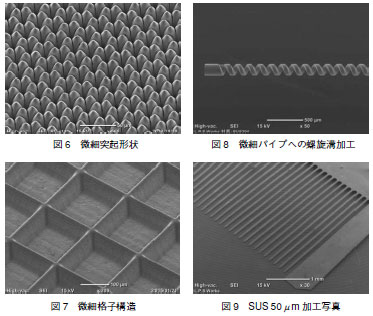
切断加工は、最も普及しているレーザープリケーションだが、従来はそのプロセスが溶断であることから、箔に対しては形状不整が避けられなかった。ここでは、図9 に金属箔の切断写真を示している。極短パルスレーザーでの加工は、材料に熱を与えずに加工できるため、当初の平面度を確保したまま、微細な加工が可能である。同図は、SUS 厚さ50µm に20µm の櫛歯を形成したものである。
マイクロテクスチャと摩擦係数
自動車摺動部品などの摩擦係数を少しでも軽減することは、環境負荷低減の要請から至上命題になっている。これまでのトライボロジーのように、潤滑油・グリースの大量使用による潤滑機構の利用は許されず、最少潤滑油量(MQL : Micro Quantity Lubrication)あるいは、天然由来油でのトライボロジーを実現する必要もある。このことは、加工油使用を最小限に抑えた、プレス加工におけるかす上がりの解消、絞り加工における極圧力の分散に大きく貢献するものと考える。
この制約条件下では、十分な油膜面を保持したままの液相潤滑機構ではなく、混合潤滑機構あるいは油膜面が不足状態になる境界潤滑機構においても、低摩擦状態を保持する技術が求められる。
一般に、境界潤滑あるいは混合潤滑では、摺動している2物体が接触し、連続していた油膜面が途切れる可能性が高い。特に、MQL あるいは天然由来油のような低粘度油による潤滑では、摺動速度が遅くなると、2物体が折衝状態となるスティッキング現象が生じ、摩擦係数の急速な増大あるいは2物体の凝着が生じる可能性が高い。この不具合を解消するためには、2物体が接近し、互いにトラクション伝達するときに、薄い油膜面が形成されている必要がある。すなわち、摺動する2物体間が比較的大きな圧力バウンダリーになっても、接触をさけることができれば、摩擦係数の急速な増加は回避される。ここに、マイクロテクスチャの応用展開がある。
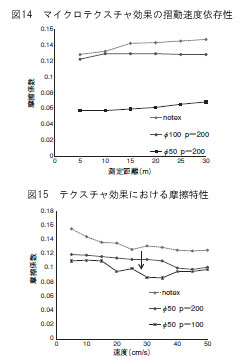
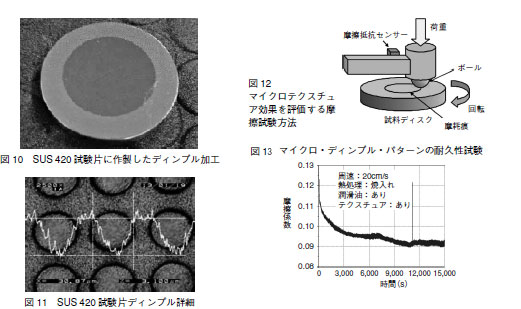 芝浦工業大学デザイン工学部相澤龍彦教授の指導を得て、これまでの潤滑油・グリースの大量使用によるプロセス・トライボロジーではなく、最適なマイクロテクスチャを検討した結果を次に記載する。具体的には、SUS 420 試験片に図10、図11 に示すように、微小穴パターンを付与し、その摩擦・摩耗特性と摺動速度をパラメータに調査・考察した。その結果、すべての摺動速度において、摩擦係数を半減できたことに加え、混合潤滑領域における潤滑特性曲線(ストライベック曲線)を下方に押し下げる制御が可能となることを実証した。
芝浦工業大学デザイン工学部相澤龍彦教授の指導を得て、これまでの潤滑油・グリースの大量使用によるプロセス・トライボロジーではなく、最適なマイクロテクスチャを検討した結果を次に記載する。具体的には、SUS 420 試験片に図10、図11 に示すように、微小穴パターンを付与し、その摩擦・摩耗特性と摺動速度をパラメータに調査・考察した。その結果、すべての摺動速度において、摩擦係数を半減できたことに加え、混合潤滑領域における潤滑特性曲線(ストライベック曲線)を下方に押し下げる制御が可能となることを実証した。
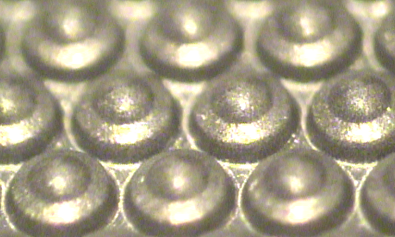
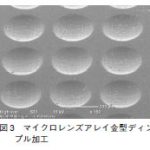
多少の変色はあるものの、微小穴回りのバリが全く見られない。これにより、作製した試験片を研磨などの後工程なしに摩擦・摩耗試験に利用することができる。さらに、作製したマイクロディンプルの表面配列は、極めて良好な規則配置となっており、マイクロベアリング効果を検討すべき試験片作製となっていることを保証している。上記のマイクロ・ディンプル・パターンにおいて、その穴径・穴深さ・穴ピッチをパラメータに設定し、穴径は30~100µm、深さは3~30µm、穴間隔は15~150µm の範囲で制御した。
具体的には、その摩擦・摩耗特性と摺動速度をパラメータに、芝浦工業大学に既設のトライボメータ(ボール・オン・ディスク法;以下、BOD 試験法)にて調査考察した。相手材料は、SUJ2硬質ボールを使用した。実験系模式図を図12 に示す。潤滑油の種類・温度を一定、負荷荷重を一定として評価を行った。
最初に、作製したマイクロディンプルの寿命について、初期の接触状態あるいは短時間の摩擦により消失しては、工業用途としてのマイクロテクスチャ効果はきわめて限定的となる。そこで、3,000 m 連続試験を行い、摩擦係数変化を調査した。マイクロディンプルが連続試験中に変化が生じれば、摩擦係数の微小な増加として反映される。結果を図13に示す。
同図から明らかのように、測定された摩擦係数は、経過時間に対して単調に減少しており、15ks 経過後も一定の摩擦係数を維持していた。試験終了後のマイクロテクスチャを観察しても磨滅することなく健全性を保持していた。実用的には、部品・部材の表面硬度を上昇させるか、DLC コーティングなどの硬質コーティングを施すことによって、長時間の使用が期待できると考えている。