



技術情報
自社開発レーザ加工機による微細精密レーザ加工例
 図1 ピコ秒レーザー加工機 PiCooLs
図1 ピコ秒レーザー加工機 PiCooLs
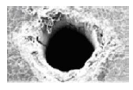 図2 従来のレーザ加工
図2 従来のレーザ加工
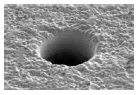 図3 当社の加工形状
図3 当社の加工形状
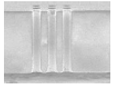 図4 加工断面図
図4 加工断面図
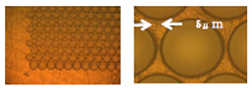 図5 ジルコニアへの穴加工例
図5 ジルコニアへの穴加工例

図6 アルミナに加工したロゴマーク
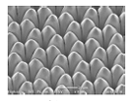 図7 テクスチュア加工例1
図7 テクスチュア加工例1
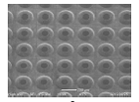
図8 テクスチュア加工例3
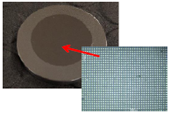
図9 SUS420にディンプル加工
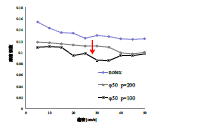
図10 摩擦係数の速度依存性
 図11 強化ガラスの切断状態
図11 強化ガラスの切断状態
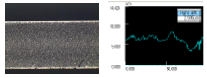
図12 強化ガラス加工断面形状
超短パルスレーザによる受託加工からレーザ装置の設計・製造まで



図1 ピコ秒レーザー加工機 PiCooLs
図2 従来のレーザ加工
図3 当社の加工形状
図4 加工断面図
図5 ジルコニアへの穴加工例
図6 アルミナに加工したロゴマーク
図7 テクスチュア加工例1
図8 テクスチュア加工例3
図9 SUS420にディンプル加工
図10 摩擦係数の速度依存性
図11 強化ガラスの切断状態
図12 強化ガラス加工断面形状