






空間位相制御レーザー加工によるマイクロテクチュア技術の開発
平成25年度戦略的基盤技術高度化支援事業
空間位相制御レーザー加工によるマイクロテクスチュア技術の開発
研究開発成果等報告書
平成26年3月
委託者 関東経済産業局
1委託先 株式会社キャンパスクリエイト
目次
第1章 研究開発の概要
1-1 研究開発の背景・研究目的及び目標
1-2 研究体制
1-3 成果概要
1-4 当該研究開発の連絡窓口
第2章 本論
2-1 ピコ秒レーザー加工環境とレーザー制御機能の高度化技術の確立
2-2 微小ビーム径の確保と底面平坦度加工光学技術の確立
2-3 高制御ピコ秒レーザーによる高速多次元パターン加工技術の確立
第3章 全体総括
3-1 複数年の研究開発成果
3-2 研究開発後の課題・事業化展開
第1章 研究開発の概要
1-1 研究開発の背景・研究目的及び目標
本研究開発では、ピストンリングの回転部分、摺動部分の摩擦・摩耗を減少させ、セミドライ摺動の実現化や高アスペクト比化による精密光学素子金型の高付加価値化に直結する微小構造(以下、「マイクロテクスチュア」という。)を施すことで短時間・高精度での多次元・複雑形状創成可能なレーザー加工技術を開発することを目的とする。
1-2 研究体制
1-2-1 研究組織及び管理体制
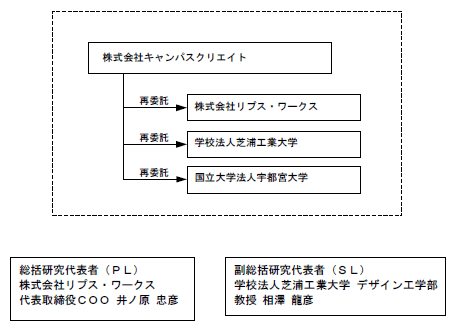
1)研究組織(全体)
2)管理体制
①事業管理機関
② 再委託先
1-2-2 管理員及び研究員
1. 管理員

2. 研究員


3. 経理担当者及び業務管理者
(事業管理機関)
株式会社キャンパスクリエイト
(経理担当者) 総務部 グループリーダー 川﨑 和美
(業務管理者) 代表取締役 安田 耕平
(再委託先)
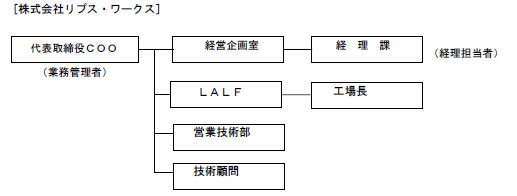
株式会社リプス・ワークス
(経理担当者) 経営企画室 経理課長 鈴木 順子
(業務管理者) 代表取締役COO 井ノ原 忠彦
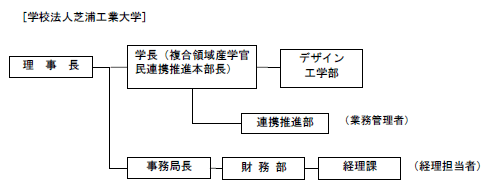
学校法人芝浦工業大学
(経理担当者) 財務部 経理課 経理課長 神谷 優子
(業務管理者) 連携推進部 連携推進部長 丁 鎮龍
国立大学法人宇都宮大学
(経理担当者) 学術研究部 研究協力・産学連携課 課長 市川 雅一
(業務管理者) オプティクス教育研究センター 教授 早﨑 芳夫
1-3 成果概要
① ピコ秒レーザー加工環境とレーザー制御機能の高度化技術の確立
① -1 ピコ秒レーザー空間位相制御装置の開発
XYZステージ・回転軸・焦点距離・レーザーの発振タイミング等を完全に同期可能な制御機能の精度向上を図った。
① -2 ピコ秒レーザー空間位相制御装置へのフイードバック機能(メタCAM)
ピコ秒レーザー空間位相制御装置の制御機能との一体化を図り、ソフトの追加改善を行い、量産化に向けての作業性の向上を行った。結果、複雑形状の加工が可能になり、高速化を実現できた。
➁ 微小ビーム径の確保と底面平坦度加工光学系技術の確立
➁ -1 空間光位相変調装置と伝送光学系の開発
設計した計算機ホログラムを用いた加工実験を行った。実際に得られた加工パターンは、再生像の光強度パターンを反映した所望の加工パターンであることを確認した。
➁ -2 空間光位相変調装置で得られたデータの実証(DOEの製造検証)
自主事業として、空間光位相変調装置のデータを基に回折光学素子DOE(Diffractive Optical Elements)を作成した。その効果の確認を行った。
➂ 高制御ピコ秒レーザーによる高速多次元パターン加工技術の確立
➂ -1 最適加工条件の確立
新規に超短パルスレーザーを導入したことと、制御系、光学系の改善により当初の計画以上の形状確保が可能になった。また、摩擦係数低減の検証においても、明らかに低減した結果が得られた。
➂ -2 マイクロテクスチュア構造解析装置の開発
マイクロテクスチュアの規則性観察・ユニットセル形状測定などを、種々の標準マイクロテクスチュアサンプルを作製して評価実験を行った。具体的には、ユニットセルの配置ならびにユニットセル形状の異なるマイクロテクスチュア試験片を作成し、その構造解析をすることで、マイクロテクスチュア評価項目を決め、マイクロテクスチュアの研究開発指針とすることができた。その測定結果をもとに金属部材の摩擦係数の測定を行い、良好な摩擦係数の低減結果を得た。
➂ -3 モールド転写性の検証
ピコ秒レーザーで加工した金型への転写性実験を行い、良好な結果が得られた。
➂ -4 「➂ -1」で、実証した最適な短パルスレーザーの導入
調査の結果に基づき、Light Conversion社(日本代理店フォトテクニカ株式会社)のPharos-15-600-PP/G2/CC-COMPを導入した。
④ プロジェクトの管理・運営
④-1 本プロジェクトの管理を行った。主に、プロジェクトの研究経緯と成果について取りまとめ、各年度で成果報告書2部及び電子媒体(CD-ROM)1式を作成した。
④-2 研究の進捗状況を検証すると共に、研究を実施する上で発生する課題等について、随時再委託先研究員および経理担当者と調整を行った。
④-3 再委託先からの証憑書類について、指導・確認を行なった。
④-4 研究開発推進委員会を委託契約期間内に6回開催した。そこでは、各種研究テーマの報告・問題点、課題点をアドバイザーでよりアドバイスをいただき、本研究開発に役立てた。
1-4 当該研究開発の連絡窓口
株式会社キャンパスクリエイト
〒182-8585 東京都調布市調布ヶ丘1-5-1 電気通信大学 産学官連携センター 1階
TEL:042-490-5723 FAX:042-490-5727
担当:堺 奈都 E-mail : sakai@campuscreate.com
第2章 本論
2-1 ピコ秒レーザー加工環境とレーザー制御機能の高度化技術の確立((株)リプス・ワークス、芝浦工業大学)
2-1-1 ピコ秒レーザー空間位相制御装置の開発
1)目的、計画
微細で尚且つ規則的で正確なテクスチュアを付与することで、摩擦係数の低減の可能性が、見えてきた。それには、ピコ秒レーザー空間位置制御精度の向上と高速加工を行うために、ピコ秒レーザーと同期する光学的平面位置決め装置とそれに同期するピコ秒レーザー空間位相制御装置を開発し、多次元空間位置でのピコ秒レーザービームを高速で高精度制御することで、高速多次元パターン加工の基盤技術を確立する必要がある。特に、高速で移動・回転する機構の高信頼性を確保するために、ピコ秒レーザー空間位相制御装置の高剛性に留意する。
2)実施内容、開発結果
目標である微細で正確なテクスチュアを高速で付与する技術開発を進めるために、ピコ秒レーザー空間位相制御装置を整備した。
ピコ秒レーザー空間位相制御装置は、数µmの空間位相制御精度が、求められることから、駆動部から発生する振動を極力抑える構造とし、ガントリー方式を採用した。X軸はガントリー上部のステージが移動し、Y軸は下部テーブルの移動を実現させることにより、全体的な振動を抑制する高剛性の機構とした。加えて、加工目的によって、テーブルサイズを高速微細加工用として、300mm×300mmと、大面積加工(光学フイルム金型など)用として600mm×1300mmに交換可能な構造とした。
又、加工光学系は光学的平面位置決め装置(ミラー駆動系)で、高速で尚且つ微細なテクスチュア加工を可能にすると同時に、底面平坦度並びに、側面急峻度、底面平坦度及びΦ1µmの技術を可能にする空間位相制御装置とを装備した構造になっている。
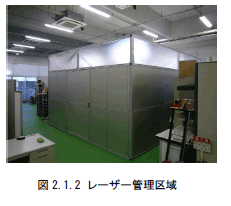
又、加工時の温度変化を、極力抑制するために、カバーを廃止し、専用の部屋を作りレーザー管理区域とすることによって、加工熱、摺動部分の温度上昇が抑えられている。
図2.1.1に装置外観、図2.1.2にレーザー管理区域を示す。

2-1-2 ピコ秒レーザー空間位相制御装置へのフイードバック機能(メタCAM)
1) 目的、計画
3次元形状機材に正確且つ高速に空間位置決めを行うには、その形状を測定しピコ秒レーザー空間位相制御装置にフイードバックする必要があり、光学系の位相制御、加工パスの位置制御とサンプルの位置制御とを多面的に統合化した「メタCAM」制御装置を開発し、あらゆる形状に対応できる制御機構を目指す。
2)実施内容、開発結果
実際の加工装置においては、レーザー加工前のワークの形状を正確に知ることが必須である。その際、ワーク寸法が正しいだけでは正確な加工は達成できず、実際の加工機に取付けられた状態で形状を知る必要がある。
実際のワークには平板状や円筒状など様々な形状のものが想定されるが、今回の開発では筒状のものが多く使われる。これを回転させながらレーザー加工する場合,回転機構やチャッキングの状態により偏心や軸倒れを生じ、単なる回転対称形状とみなして加工すると誤差を生じるという問題があった。図2.1.3に示すように、ワークを加工機に取付けた状態で形状を測定した上でレーザー加工を行うことが必要となる。
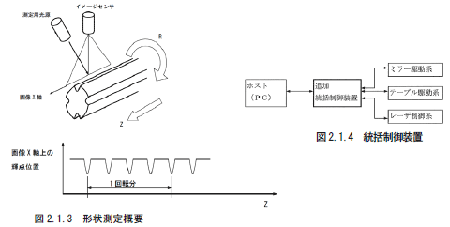
現状のレーザー加工機では,ステージ駆動系、ミラー駆動系、空間位相制御装置の間の同期に関して、基本的に主コントローラ(PC)が行い、それ以上の高速性が求められる場合にはステージ駆動系からタイミング信号を出力して同期化を図っている。しかしこの方法では、位置(座標)指定データを主コントローラ(PC)がその都度出力している点から、高速・高精度化する上で限界がある。
そこで、主コントローラ(PC)から位置(座標)あるいは空間位相制御データを先行して出力し、それらのデータを蓄積するとともに、それぞれの駆動系に対して必要なタイミングで分配するユニット図2.1.4を追加した。
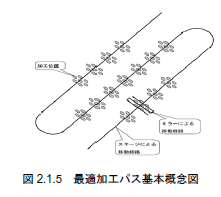
この統括制御装置により最適加工パスの生成が可能になった。最適な加工パスとは、線が動短いだけでなく、直線的な運動(予測制御が容易)の間にレーザー加工を行うことができ、ステージ駆動、ミラー駆動、空間位相制御のそれぞれの特性(速度、精度)の分担を図ることが可能なものである。
加工パスの簡単な例を図2.1.5に示す。加工域全体の分布および方向を統計的手法(回帰分析)によって求める。その長軸に沿ってステージを制御することで、最も質量(慣性)の大きなステージ駆動を最小時間(最小エネルギー)とする事ができる。
 3)研究開発の成果
3)研究開発の成果
その結果の一例を図2.1.6に示すが、従来であれば非常に困難であった形状への加工が可能となった。写真はΦ20mmの砲弾型形状ワークの傾斜部全面にΦ20µm深さ3µmのディンプル加工を施した例である。
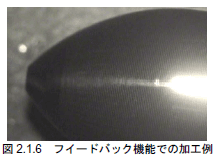
Φ20から砲弾型形状になったワークへのレーザー加工は、照射位置の確定と、半径10mmから、なだらかに傾斜していく焦点距離の変化に追随する必要がある。
材料:金型鋼
ディンプル径:Φ20µm
ディンプル深さ:3µm
ディンプルピッチ:100µm
また、統括制御装置による最適加工パス高速加工が可能になった。この研究を通じて発表したレーザー学会誌レーザー研究「超短レーザーパルスによる金属表面への微細周期構造の形成」より抜粋してその効果を報告する。
パルス幅10ps、波長514nmのレーザーパルスを用いた加工において、熱影響が比較的出やすいパーカッション加工による、銅(Cu)板表面への約35µm直径のディンプル形状の周期的形成における、加工形状の寸法精度と加工速度について検討した。
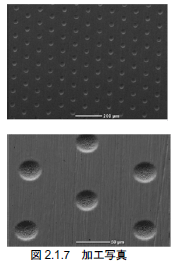
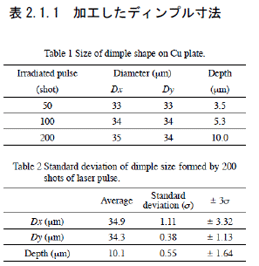
図2.1.7に明瞭に示されているごとく、加工後のワーク表面には、顕著な変色や溶融など熱影響は現れていない。この結果は、パルス幅が数十nsの一般的な半導体励起個体(DPSS)パルスレーザーを用いた同様の加工結果に、著しい変色やバリなどの溶融痕が現れるのと対照的である。波長やパルス幅によって変化するが、例えば、波長1053nmパルス幅40psのレーザーパルス照射による銅(Cu)の加工閾値は0.2J/cm²pulse程度である。我々が用いたパルスフルーエンス1.1J/cm²pulseは、熱影響の抑制と加工のスループットのバランスから選んだ値である。他の材料における加工経験を加えて考えると、ピコ秒レーザーパルスを用いた加工においても熱影響が比較的出やすいパーカッション加工では、パルスフルーエンスは加工閾値の数倍程度に抑えることで、非熱的な加工が実現できるものと考えられる。
表2.1.1のTable 2に示されているように、200ショットのレーザーパルスで形成された直径が約35µm、深さが約10µmの24個のディンプルの寸法の計測値から算出した標準偏差σは、y軸方向に沿った直径の値で0.38µm、深さで0.55µmに留まっている。ばらつきの範囲の指標として± 3σを用いると、1024個のディンプルのサイズは、
Dx:34.9 ± 3.32µm
Dy:34.3 ± 1.13µm
Depth: 10.1 ± 1.64µm
の範囲にあると推定される。ガルバノスキャナを用いて、図2.1.8のような経路で銅(Cu)板上の集光スポットを走査した。左から右に順番に32点加工した後、次の行に移る際には左端まで移動させる。いわゆる一方向走査を行った。1024点加工する間の、ひとつの加工点あたりの集光スポットの走査に要した平均的な時間は、1.94msと計算される。ひとつの加工点あたり200ショット照射した場合、1024点の加工に要した時間は4.2s、従ってひとつの加工点あたりに要した時間は4.10ms、ジャンプディレイは一回の移動ごとに0.20ms、200ショットの照射に要する時間は2.00ms である。
4.10ms ≠ 1.94ms + 0.20ms + 2.00ms
このことより、単位時間当たりの加工ディンプル数は、1/0.0041≠244ディンプル/sである。
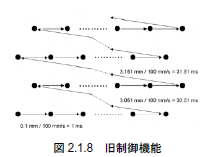
すなわち、ひとつの加工点あたり200ショット照射した場合、加工時間の半分を集光スポットの移動に、残りの半分をレーザーパルスの照射に用いていることが理解できる。レーザーパルスの照射が加工の主体であるから、これを削減することは難しい。従って、所用加工時間を短縮の方策は,先ず集光スポットの移動に要する時間の短縮に求めることになる。
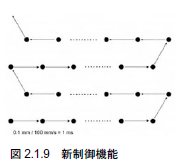
改造後の操作方法では双方向走査が可能になったことである。これを図2.1.9に示す。右端まで走査した後に左端まで戻ることがなくなったので、ひとつの加工点あたりの集光スポットの走査に要する平均的な時間は1.00msになる。この場合のひとつの加工点あたりに要する加工時間は、
3.20ms= 1.00ms+0.20ms+2.00ms
このことより、単位時間当たりの加工ディンプル数は、1/0.0032≒313ディンプル/sである。
以上のことより、改善前と後では、加工スピードにおいて顕著な効果が得られた。
現在求められているディンプルの深さは、5µm程度であるため、455ディンプル/sの加工スピードが得られる計算である。
2-2 微小ビーム径の確保と底面平坦度加工光学系技術の確立((株)リプス・ワークス、宇都宮大学)
2-2-1 空間光位相変調装置と伝送光学系の開発
1)目的、計画
現行のレーザービームスポットの直径はΦ10µm~Φ20µmであるが、求められるスポット径は最小でø1µmである。また、光学素子等のマザーツールには、底面平坦度を得るために平面的なレーザー光が必要となる。この条件を満たしつつ自由なビーム形状を得るために,ホログラフィーを応用した空間光位相変調技術と前後の伝送光学系を開発する。しかしながら、継続的量産加工には不向きなため、恒久的回折光学素子DOE(Diffractive Optical Elements)を開発し、量産化技術に備える。
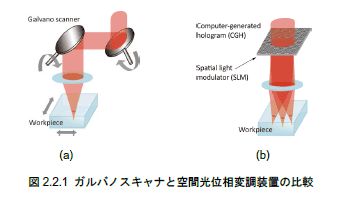
従来型のスキャニング方式に基づくレーザー加工法は、図2.2.1(a)に示すように、ガルバノミラーを用いて機械的にレーザービームを、または自動ステージを用いて高速に加工対称物を走査することで加工が行われる。この方法は、大面積への任意パターンの加工を可能とするが、高い繰り返し周波数を有するレーザーと、高速なスイッチングデバイスを必要とする。図2.2.1(b)は、空間光位相変調技術を用いたホログラフィック方式に基づくレーザー加工法を示す。
空間光位相変調装置(SLM: spatial light modulator)に表示される計算機ホログラム(CGH: computer-generated hologram)を用いて、レーザーパルスの波面を空間的に変調し、複数のパルスに分割することで同時並列な加工が行われる。加工パターンの変更はSLMに表示するCGHパターンを切り替えることで実現される。
並列加工の最大の特徴は、高い加工スループット(単位時間あたりの加工点数)と光利用の高効率(光源であるレーザーの最大光エネルギーに対する加工に消費された光エネルギーの効率)にある。従来型のスキャニング方式に基づくレーザー加工法では、加工スループットはレーザーの繰り返し周波数のみで決まる。一方、ホログラフィック方式に基づくレーザー加工法では、CGHを用いた光の分割数(並列数)とレーザーの繰り返し周波数の積で決まる。また、加工径Φ1µmのような微細加工において、加工に必要な光エネルギーは小さくなるため、従来方式に基づくレーザー加工法の光利用効率は極めて小さくなる。例えば、フェムト秒レーザーを用いたガラスの微細加工において、光利用効率は0.01%程度となる。一方、ホログラフィック方式に基づくレーザー加工法では、光利用効率は並列数の積で改善される。
2)実施内容、開発結果
(1)計算機ホログラム設計のためのソフトウエアの開発
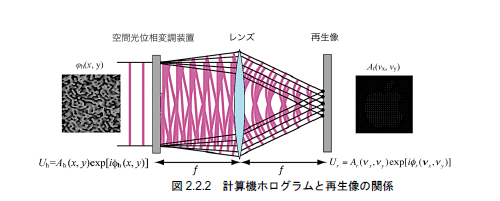
空間光位相変調装置に表示する計算機ホログラム設計のためのソフトウエア開発を行った。図2.2.2は、計算機ホログラムと再生像の関係を示す。ホログラム(縞パターン)に光を入射すると、ホログラムの持つ様々な空間周波数に応じて光が各方向に曲げられる(回折される)。その光をレンズで集光することで、所望の光強度パターンを持つ再生像が得られる。本装置では、光の利用効率が高い位相のみを変調する位相型のホログラムを使用する。ホログラムの複素振幅分布Uh = Ah(x,y)exp[iΦh(x,y)]と再生像の複素振幅分布Ur = Ar(νx, νy)exp[iΦr(νx, νy)]は、光学的フーリエ変換の関係で記述される。
![]()
ここで、Ah(x,y)、Φh(x,y)は、それぞれホログラム面での振幅と位相を、Ar(νx, νy)、Φr(νx, νy)はそれぞれ、再生面での振幅と位相を示す。計算機ホログラムの設計では、所望の再生像(振幅分布Ar(νx, νy))を得るために必要なホログラムの位相分布Φh(x,y)を求める。
 ホログラムの複素振幅分布は、前述の計算式を解くことで得られるが、位相ホログラムΦh(x,y)を用いるため、ホログラムの振幅分布Ah(x,y)は捨てることになる。よって、実際の再生像と所望の再生像との間に誤差が生じ、均一な強度分布を有する像を得ることは困難となる。そこで、均一な所望の像を再生する位相ホログラムを設計するために、最適回転角(ORA: optimal-rotation-angle)法[J. Bengtsson, “Kinoform design with an optimal-rotation-angle method,” Appl. Opt. 33, 6879 (1994)]を用いる。ORA法は、均一な回折光強度分布を得るために計算機ホログラムの位相を変化させることにもとづく最適化アルゴリズムである。
ホログラムの複素振幅分布は、前述の計算式を解くことで得られるが、位相ホログラムΦh(x,y)を用いるため、ホログラムの振幅分布Ah(x,y)は捨てることになる。よって、実際の再生像と所望の再生像との間に誤差が生じ、均一な強度分布を有する像を得ることは困難となる。そこで、均一な所望の像を再生する位相ホログラムを設計するために、最適回転角(ORA: optimal-rotation-angle)法[J. Bengtsson, “Kinoform design with an optimal-rotation-angle method,” Appl. Opt. 33, 6879 (1994)]を用いる。ORA法は、均一な回折光強度分布を得るために計算機ホログラムの位相を変化させることにもとづく最適化アルゴリズムである。
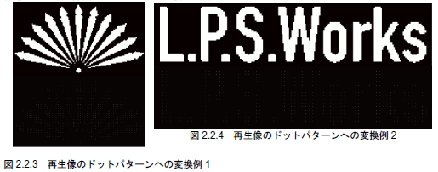
任意の再生像に対応させるには、ホログラム再生像はドットパターンで構成されることから、任意の画像データに処理を施し、ドットパターンで構成される画像データに変換することを試みた。図2.2.3、図2.2.4は、再生像の元データとそのドットパターンを示す。元データを構成する画素値を、10ピクセル間隔で間引くことでドットパターンへの変換を行った。間引く間隔は、ユーザー側で任意に設定できるようにした。変換されたドットパターンで構成される再生像を用いて、計算機ホログラムの設計を行った。
(2)設計した計算機ホログラムの再生実験
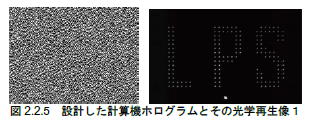
図2.2.5は、設計した計算機ホログラムと、それを実際に空間光位相変調素子に表示しレーザーを照射することで得られたホログラムの光学再生像を示す。計算機ホログラムの設計において、再生像のドット間隔は10ピクセル、ドット数は155点とした。光学再生像は、CCDイメージセンサを用いて撮影した。光学再生像において、文字Pの下の点は、0次回折光と呼ばれ、ホログラムによって回折しない光が集まる点を示す。0次回折光は、計算機ホログラムの設計上は原理的に発生しない点であるが、実際の光学系上では、空間光位相変調素子の理想的な特性からのずれによって発生する。ホログラム再生像を用いて加工を行う上では、0次回折光を物理的に遮断する等、0次光が加工に影響しないような工夫を施す必要がある。作製した実際の加工機上で,所望の再生像が得られることを確認した。
(3)設計した計算機ホログラムを用いた加工実験
開発したソフトウエアを用いて設計された計算機ホログラムを用いて、実際に加工実験を行った。図2.2.6は、ガラス基板上のクロム薄膜(膜厚10nm)に加工を行った結果の透過照明顕微鏡像を示す。再生像には,3×3の格子状のドットパターンを再生する計算機ホログラムを用いた。加工時において、照射エネルギーやショット数、フォーカス位置等のパラメータが変化された際に、加工形状がどのように変化するかを観察した。拡大図は、照射エネルギー1µJ、ショット数10、フォーカス位置0µmに設定した時の加工形状を示す。結果より、所望の再生像を反映した加工結果が得られることを確認した。
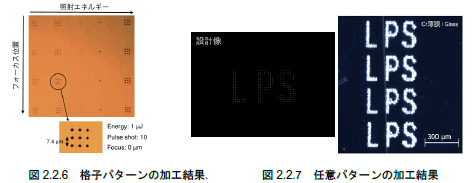
任意パターンを再生する計算機ホログラムを用いて加工を行った。図2.2.7は、ホログラム再生像の設計像と、ガラス基板上のクロム薄膜(膜厚10nm)に加工を行った結果の透過照明顕微鏡像を示す。同様に所望の加工パターンが得られることを確認した。
(4)結論
計算機ホログラムの設計ソフトウエアの開発と空間位相制御レーザー加工機の基本的な動作確認を行った。具体的には、以下の成果が得られた。
空間位相制御レーザー加工機において、対物レンズをレーザー加工用に最適化された対物レンズに変更した。また,照明とカメラが一体化された顕微鏡システムを導入した。これにより、レーザー加工機の精度、アライメントや加工の位置合わせに要する時間が大幅に 短縮された。
空間位相制御レーザー加工機で用いる計算機ホログラムの設計ソフトウエアの開発を行った。設計アルゴリズムには均一性の高いホログラムを作製できるORA法を採用した。ホログラムの設計において、任意のドット数、ドット間隔を有する再生像の設計に対応させた。また、ドット間隔が再生像に及ぼす影響について過去の実験結果をもとに議論し、ドット間隔を2√2以上に設定する必要があることを述べた。
設計した計算機ホログラムの再生実験を行った。加工機で実際に得られる再生像は、空間光位相変調素子の空間応答特性により0次回折光を有し、光強度の均一性にばらつきがあることを空間応答特性の数学的記述を用いて述べた。その空間応答特性を、ホログラム設計ソフトウエアに実装し、均一な再生像を得ることが今後の課題である。
設計した計算機ホログラムを用いた加工実験を行った。実際に得られた加工パターンは、再生像の光強度パターンを反映した所望の加工パターンであることを確認した。
2-2-2 空間光位相変調装置で得られたデータの実証(DOEの製造検証)
1)目的、計画
空間光位相変調装置により、任意の形状を確保するソフト開発手法の研究を行い、加工技術の実証を行う。空間光位相変調装置はホログラムを利用したビーム成型装置であるため、量産加工には不向きである。そのため、空間光位相変調装置で実証したデータに基づき、恒久的DOE(回折光学素子)を作成し、得られたデータの信頼性の実証を行った。
2)実施内容、開発結果
空間光位相変調装置で実証したデータに基づき、恒久的DOE(回折光学素子)を作成し、得られたデータの信頼性の評価を行った。図2.2.8は、作成したDOEを示す。
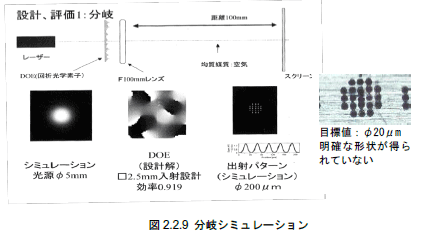
Φ5mmのレーザービームを21分岐するためのDOEを設計し、その結果を検証した。その設計、配置図を図2.2.9に示す。
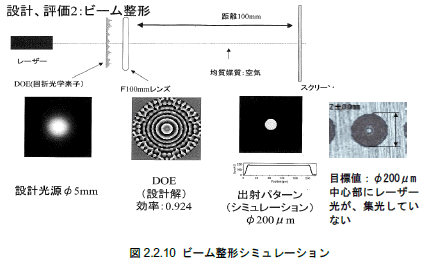
Φ5mmのレーザービームをΦ200µmの均一な強度分布に整形するべく設計し、その結果を検証した。その設計、配置図を図2.2.10に示す。
2-3 高制御ピコ秒レーザーによる高速多次元パターン加工技術の確立((株)リプス・ワークス、芝浦工業大学)
2-3-1 最適加工条件の確立
1)目的、計画
高速で多次元マイクロテクスチュアを形成するためには、空間位相制御のみならず、レーザー出力、周波数等が、大きく影響する。ここでは、ディンプル形状精度、ピッチ精度、形状急峻度、底面平滑度等に留意し、マイクロテクスチュア構造解析装置により最適再現限界の調査を行い、高制御ピコ秒レーザーにより転写されたマイクロテクスチュア形状と、レーザーCADデータとの比較を通じて品質を確保できる条件を研究した。
2)実施内容、開発結果
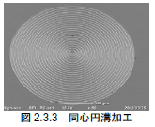
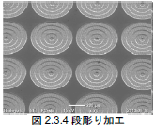
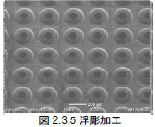
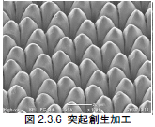
短パルスレーザーを用いて、微細加工を行うには、レーザーのパワー、繰り返し周波数、光学系、制御系など、すべての要素が、最適条件で同期していなければ、目的とする微細形状の確保は困難であることが明らかになった。本研究では、それぞれの要素技術の完成度の高さに加え、同期技術、加工技術を完成することができた。
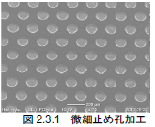
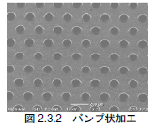
次の図2.3.1~2.3.6に、得られた形状写真を示す。
2―3―2 マイクロテクスチュア構造解析装置の開発
1)目的、計画
プロジェクトで開発するマイクロテクスチュア構造解析装置を用いた構造解析手法として、マイクロテクスチュアの規則性観察・ユニットセル形状測定などを、種々の標準マイクロテクスチュアサンプルを作製して、評価実験を行う。具体的には、ユニットセルの配置ならびにユニットセル形状の異なるマイクロテクスチュア試験片を作成し、その構造解析をすることで、マイクロテクスチュア評価項目を決め、マイクロテクスチュアの研究開発指針とする。さらに、マイクロテクスチュア効果としての低摩擦化実現を実証する実験を行う。特にマイクロテクスチュアの形状効果・密度効果に配慮し、ボール・オン・ディスク法で摩擦係数履歴を測定し、その定常状態における摩擦係数の速度依存性への影響から、マイクロテクスチュアの摩擦低減効果を実証する。
2)実施内容、開発結果
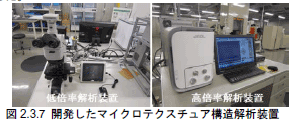
モデル・マイクロテクスチュアを作成し、それを図2.3.7に示す低倍率・高倍率のマイクロテクスチュア構造解析装置を用いて解析し、どのレンジでどのようなパラメータが解析できるのか、を明らかにした。
最初に、芝浦工業大学が開発して酸素プラズマエッチング装置を用い、Si基材上のDLCコーティングにマイクログルーブ(マイクロ溝)加工を行い、そのマイクロテクスチュア解析を行った。マイクログループは、クローズド構造で、高急峻度・低アスペクト比のマイクロテクスチュアの代表例であり、上記で議論したマイクロテクスチュア分類では、代表的なマイクロテクスチュアである。
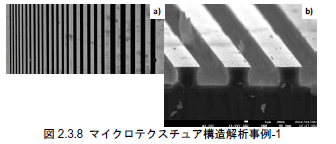
この種のマイクロテクスチュアを構造解析する場合、図2.3.8 a) に示すように低倍率の平面的な測定では、マイクログルーブ本数・ピッチ長さ・規則性を定量評価できるが、1つ1つのユニットセルの形状解析は難しい。
図2-3-8 b)のように高倍率でしかも基材の設置台座を回転させ、30度傾けたパースペクティブな像からは、マイクロテクスチュアとしての1つ1つのマイクログルーブ全体の形状寸法を測定、解析することができる。本実験の場合、側面に若干オーバーエッチングによるバルジングが観察されるが、溝深さ(4.8µm)・溝幅(7µm)など正確なマイクログルーブ形状が解析できた。
マイクロテクスチュア効果としての低摩擦化の実現にも至った。
自動車部品の一層の低燃費・高効率化を進めるには、自動車摺動部品の摩擦係数を少しでも軽減することが至上命題となっている。一方環境負荷低減の要請からは、これまでのトライボロジーのように、潤滑油・グリースの大量使用による潤滑機構の利用は許されず、最少潤滑油量(MQL)あるいは天然由来油でのトライボロジーを実現する必要もある。
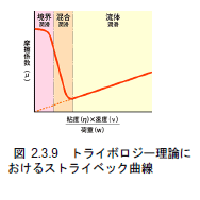
この制約条件では、十分な油膜面を保持したままの液相潤滑機構ではなく、図2.3.9のストライベック曲線における混合潤滑機構あるいは油膜面が不足状態になる境界潤滑機構においても、低摩擦状態を保持する技術が求められる。
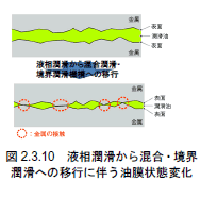
一般に、図2.3.10における境界潤滑あるいは混合潤滑では、摺動している2物体が接触し、連続していた油膜面が途切れる可能性が高い。特に、MQLあるいは天然由来油のような低粘度油による潤滑では、摺動速度が遅くなると、2物体が接触状態となるスティッキング現象が生じ、摩擦係数の急速な増大あるいは2物体の凝着が生じる可能性が高い。この不具合を解消するためには、2物体が接近し、互いにトラクション伝達するときに、薄い油膜面が形成されている必要がある。すなわち、摺動する2物体間が比較的大きな圧力バウンダリーになっても、接触さけることができれば、摩擦係数の急速な増加は回避される。ここに、マイクロテクスチュアの応用展開がある。
これまでの潤滑油・グリースの大量使用によるプロセス・トライボロジーではなく、最少潤滑油量(MQL)・天然由来油でのプロセス・トライボロジーを実現するために、最適なマイクロテクスチュアを検討した。具体的には、SUS420試験片に図2.3.11に示すように、微小穴パターンなどをレーザー加工で形成し、その摩擦摩耗特性を、摺動速度をパラメータに調査、考察した。その結果、すべての摺動速度において、摩擦係数を半減できたことに加え、混合潤滑領域における潤滑特性曲線(ストライベック曲線)を下方に押し下げる制御が可能となることを実証した。
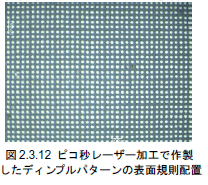
SUS420材試験片に、規則的に配列したマイクロ・ディンプル・パターンを、ピコ秒レーザーで加工することに成功した。深さ方向の形状は、レーザービームエネルギープロファイルを反映した、ガウシアン形状となっており、良好なレーザー加工性を示している。

特筆すべきは、通常のレーザー加工あるいは熱除去加工で観察される、微小穴まわりのバリが全く見られないことである。これにより、作製した試験片を研磨などの後工程なしに摩擦摩耗試験に利用することができる。さらに、作製したマイクロディンプルの表面配列は、図2.3.12に示すように、きわめて良好な規則配置となっており、マイクロベアリング効果を検討すべき試験片作製となっていることを保証している。
本研究では、上記のマイクロ・ディンプル・パターンにおいて、その穴径・穴深さ・穴ピッチをパラメータに設定し、穴径は30µm~ 100µm、深さは3µm ~ 30µm、穴間隔は15µm~ 150µmの範囲で制御した。
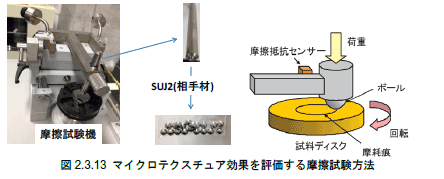
具体的には、その摩擦摩耗特性を、摺動速度をパラメータに、芝浦工業大学に既設のトライボメータ(ボール・オン・ディスク法;以下、BOD試験法)にて調査、考察する。相手材料は、SUJ2硬質ボールを使用した。実験系を図2.3.13に示す。潤滑油の種類・温度を一定、負荷荷重を一定とすると、図2.3.9における潤滑機構のパラメータは、摺動速度の依存性として評価できる。
評価実験では、図2.3.13に示すボール・オン・ディスク試験法の準拠した実験方法を構築し、使用した。
最初に、作製したマイクロディンプルの寿命について検討しよう。初期の接触状態あるいは短時間の摩擦により消失しては、工業用途としてのマイクロテクスチュア効果はきわめて限定的となる。そこで、3000m連続試験を行い、摩擦係数変化を調査した。マイクロディンプルが連続試験中に変化が生じれば、摩擦係数の微小な増加として反映される。結果を図2.3.14に示す。
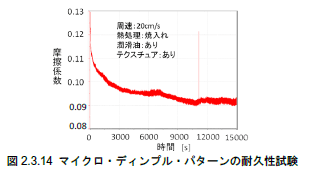
同図より明らかのように、測定された摩擦係数は、経過時間に対して単調に減少しており、15ks経過後も一定の摩擦係数を維持していた。試験終了後のマイクロテクスチュアを観察しても、磨滅することなく健全性を保持していた。実用的には、部品・部材の表面硬度を上昇させるか、DLCコーティングなどの硬質コーティングを施すことによって、長時間の使用が期待できると考えている。次に、マイクロ・ディンプル・パターンを変化させ、パターンなしの通常試験片との摩擦係数特性を比較しよう。摩擦係数の測定距離に対する変化を、図2.3.15に示す。潤滑油は、初期に給油したのみで、途中での給油は行わない。また膜厚を均一化するために、初期の塗布後、同一の手順で油膜厚さの制御を行った。
同図より、相手材料との接触域内に有効なマイクロディンプル密度が多い、50µm径のマイクロ・ディンプル・パターンを用いることで、摩擦係数は半減することがわかった。
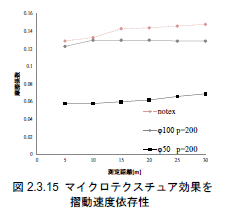
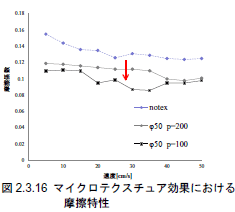
実際の摺動部品、部材では、種々の速度条件で稼働することが想定されるため、比較的広い摺動速度範囲で、低摩擦状態が保持されるかが課題となる。マイクロディンプルを用いない場合には、潤滑油の粘度と摺動速度により、相手材との接触界面における油膜厚さが決定する。したがって、速度が遅く、低粘度の潤滑油では、界面での油膜厚さが大きく減少していくため、摩擦係数は増加する。一方、速度と粘度が増大するにつれて、油膜厚さが増大するために、摩擦係数は低くになり、使用した潤滑油特性に応じた摩擦係数で停留する。さらに粘度・速度を増大すると、せん断抵抗損失も大きくなり、摩擦係数は微増する。このストライベック特性は、マイクロテクスチュアによるマイクロベアリング効果で大きく変化すると想定される。理想的には、相手材との接触状態で決まる油膜厚さを確保する潤滑油がマイクロディンプルより供給されることで、マイクロテクスチュア密度での高圧力分布が発生し、摺動速度に関係なく、低摩擦係数が保持される。
図2.3.16に、摺動速度を、5-50cm/s範囲で変化させた場合のマイクロテクスチュア効果を示す。高密度のマイクロテクスチュアを配置することで、マイクロテクスチュアなしの摩擦係数半減状態を、摺動速度に大きく依存することなく保持できることを実証することができた。
2-3-3 モールド転写性の検証
1)目的、計画
2-3-1の最適加工条件の確立での結果を踏まえ、金型を作成し、光学ポリマー並びに低融点ガラスを素材として使用し、既に開発した微細パターン転写モールド成形装置によりマイクロテクスチュアから、素材へのモールド成形転写性を検証する。光学素子・光学レンズが求めているマイクロテクスチュアを、マイクロテクスチュア構造として母型に作製し、それをモールドプレス成形法により光学ポリマー・光学ガラス上に転写成形する。2-3-2のマイクロテクスチュア効果としての低摩擦化実現で述べた結果とモールド転写性を明らかにすることにより、ピコ秒及びフェムト秒レーザー加工によるマイクロテクスチュアリングの有用性を支持できる。
2)実施内容、開発結果
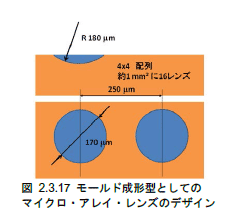
フレネル・レンズあるいはマイクロ・アレイ・レンズのように、マイクロテクスチュアが光機能をもつ構造を、光学ポリマーあるいは光学ガラスに転写成形する可能性を検討した。具体的には、アルミナ、炭化シリコン、窒化シリコンの3種類のセラミック型に、マイクロ・アレイ・レンズ形状を作製し、それをモールドプレス成形装置で転写成形した。その形状特性をSEMならびに3次元形状測定装置で評価した。その結果、深さ方向の充満度はさらに改良は必要であるが、ほぼ求められるマイクロ・アレイ・レンズの形状を転写成形することに成功した。
図2.3.17に示すようなマイクロ・アレイ・レンズ金型の作製と、それを用いたモールドプレス成形による転写成形である。特に年々高機能化が進む光学レンズでは、高屈折率化に対応して、高融点ガラスへの転写成形が求められていることを考慮して、型材としてセラミック材料を用い、そのレーザー加工性と転写成形性を検討した。
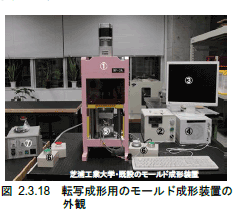
マイクロ・アレイ・レンズは、大面積化と高融点ガラスによる高機能化の両面が求められ、1つ1つのレンズユニット形状の寸法精度以上に、その規則的配置および大面積転写成形性が問題となる。ここでは、高アスペクト比を得るために、芝浦工業大学に既設しているCNC制御デスクトップモールド成形装置を利用した。図2.3.18に使用した装置の外観を示す。CNC制御による荷重・温度履歴制御が可能となるため、一連の転写成形手順を、プログラムとして固定することで、連続プレス作業ができる。プロセス中に荷重及び温度変化を、それぞれロードセル、熱電対で測定しながら、プロセス条件のチェックを行った。なお、最大負荷荷重は50kN、最大温度は800℃であり、特に加熱は超高周波IHで行っている。
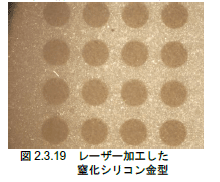
最初に、セラミック型材へのピコ秒レーザーによる加工性について述べる。3種類のセラミック型への加工を行った。ここでは、窒化シリコンでの加工例について述べる。
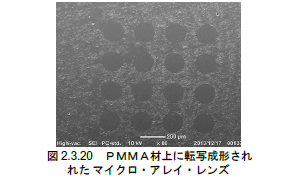
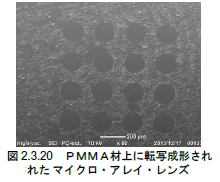
図2.3.19に示すように、直径172µm、深さ20µmのマイクロレンズを4x4の配列で作製した。真円度に関しては、なお改良すべき点も多く、2-3µm程度にとどまっている。これまでの平板試験への多穴加工での実績は1µm以下であり、やや精度が低下している。これは、制御CAMにおいて半球加工形状の再現を重視したため、表面の円周形状にむらが生じたためと考えている。
この窒化シリコン金型を用いて成形したPMMA試験片を図2.3.20に示す。4x4の配列精 度は金型形状と良好に一致している。各マイクロレンズ外径は、171から173µmであり、型外径の偏差内に入っている。
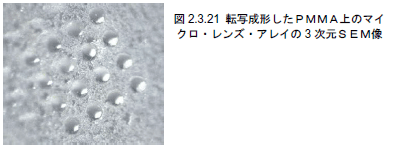
最終的に転写成形したマイクロ・レンズ・アレイの3次元SEM像を、図2.3.21に示す。深さ方向の充満度は完全ではないが、4x4のマイクロ・アレイ・レンズが作製できている。なお、型表面の平坦度は、セラミック型材表面粗さによっているため、転写成形したPMMA材の底面もやや表面粗さの大きい状態となっている。今後は、1つ1つのマイクロレンズ形状精度を高めることで、試作品の出荷にまで対応したいと考えている。
2-3-4 「2-3-1」で、実証した最適な短パルスレーザーの導入
1)目的、計画
「2-3-1最適加工条件の確立」で、実証したデータに基づき、出力、波長、パルス幅、周波数等に留意し、仕様を決定し、最適な短パルスレーザーを導入する。
2)実施内容、開発結果
下記図2.3.22に示す自社開発の光学系ベンチにより、ビーム強度分布解析装置を用いて、ライト・コンバージョン社のほか6機種について、下記の要領で性能試験を実施した。性能試験項目は、下記の①~③と、光学ベンチでの加工性実証④を実施した。データは、採用したライト・コンバージョン社のPharos-15-600-PP/G2CC-COMPのものである。
① ビーム品質M2の測定
② ビームプロファイル
③ ビームのポインティング安定性
④ 加工性実証
① ビーム品質M2の測定
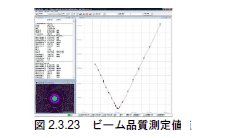
レーザー加工において、ビーム形状が想定した形状と大きく相違していると、加工形状が大きく崩れる。M2(あるいはビーム伝搬率)は、ビームがシングルモードTEM00ビームに、どの程度近い値であるかを示す数値である。この値をもとに最小集光径が決定される。完全なガウシアンビームの場合M2は1で表現される。図2.3.23にその結果を示す。M2測定値 X:1.112 (カタログ値では1.2)、Y:1.105(カタログ値では1.2)以上の結果から、良好なビーム品質であることを解明した。
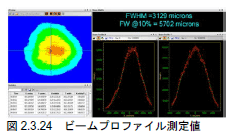
② ビームプロファイル
①で述べたM2と同様にビームの横断面の形状が、正常にガウス分布を示していなければ、良好な光学設計は可能にならない。その意味で、この形状測定は非常に重要な要素である。
図2.3.24に示すようにガウス分布に沿った形状を示しており、良好なビーム品質であると判断した。
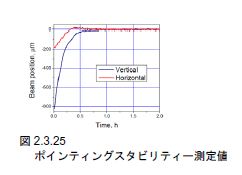
➂ ビームのポインティング安定性
レーザービームの時間的ポインティング安定性は、大きくレーザー加工に影響する。加工途中で、想定されるレーザー照射位置が変化することがあれば、制御系の計算値と整合しないことになる。下記図2.3.25は、1時間弱でVertical, Horizontalともに、数µm以内となり、設計された制御系の性能を十分に発揮できる安定性を示している。
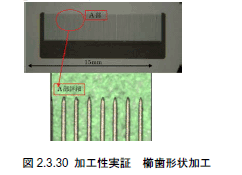
⑤ 加工性実証
レーザーの性能試験と同時に、加工時の熱影響の程度を確認する必要がある。この実験では図2.3.26に示すように、t=50µmのSUS304に幅20µmピッチ100µmの櫛歯状の加工を施し、その形状を確認した。
完成したピコ秒レーザー空間位相制御装置に搭載したライト・コンバージョン社のPharos-15-600-PP/G2CC-COMPを採用することにより、2-3-1最適加工条件の確立で述べた研究開発の成果にみられる、複雑なマイクロテクスチュア形状を得ることができた。
第3章 全体総括
3-1 複数年の研究開発成果
本支援事業は研究を3項目に分け、各々高い目標を掲げて実施し、高い成果を達成することができた。研究テーマに沿って、個別に記述する。
【1】ピコ秒レーザー加工環境とレーザー制御機能の高度化技術の確立
開発したピコ秒レーザー空間位相制御装置は、当初の目標値を達成することができた。この機能を、さらに発展させることによって、マイクロテクスチュアの3次元形状に加え、立体的なワーク表面への複雑3次元マイクロテクスチュアが可能になる。以後5軸制御機能を付加するため継続研究を行う。
【2】微小ビーム径の確保と底面平坦度加工光学系技術の確立
空間光位相変調装置でのビーム形成においては計算値通りの形状が確保できた。
しかし、空間光位相変調装置は高強度のレーザー光投入や、量産化技術には適していない。そのため空間光位相変調装置で得られたデータを基に、自主事業として、恒久的DOEを有効利用できる技術の開発に着手し、継続的研究を行う。
【3】高制御ピコ秒レーザーによる高速多次元パターン加工技術の確立
想定以上の結果が得られたが、将来的により高アスペクト比、より急峻度の高い加工が要求されることが想定される。そのため継続的研究を行う。
3-2 研究開発後の課題・事業化展開
一連の研究の結果、残された課題と事業化の展開には以下が重要と考えられる。
・摩擦係数軽減のためのマイクロテクスチュア加工
最適加工パスの完成により、高速度のディンプル加工が可能になったが、大面積への加工においては、より高速性が求められる。そのため、当面の事業化は金型へのディンプル加工に重点を置き展開する。また、最適パターンの模索のための実験などの需要も大きいことから、レーザーでの実験・提案⇒金型製作⇒製品加工のビジネスモデルを提案する。合わせて、より高速化のための研究を継続する。
・モールド転写性のためのマイクロテクスチュア
モールド転写については、微細なテクスチュアの転写が可能なことが明らかになった。光学フイルム、光学ガラスの成形に加え、バイオ研究にみられる、細胞捕獲のためのデバイスの応用が期待されている。
・5軸制御装置の開発
立体的なワーク表面への複雑3次元マイクロテクスチュアを可能にするには、開発したピコ秒レーザー空間位相制御装置に新たな機構を設けることが不可欠である。そのための開発を継続する。
第4章 プロジェクトの運営管理
株式会社キャンパスクリエイト
平成24年度から平成25年度戦略的基盤技術高度化支援事業、「空間位相制御レーザー加工によるマイクロテクスチュア技術の開発」において研究開発推進委員会を、下記の日程で開催し、株式会社リプス・ワークス、学校法人芝浦工業大学、国立大学法人宇都宮大学、株式会社キャンパスクリエイトの四者で、協議しながら研究開発を進めた。
<研究開発委員会開催実績>
平成24年度 研究開発委員会
第1回研究開発委員会 平成24年12月5日 開催場所:株式会社リプス・ワークス
第2回研究開発委員会 平成25年1月28日 開催場所:学校法人芝浦工業大学
第3回研究開発委員会 平成25年2月20日 開催場所:学校法人芝浦工業大学
平成25年度 研究開発委員会
第1回研究開発委員会 平成25年7月5日 開催場所:国立大学法人宇都宮大学
第2回研究開発委員会 平成26年1月5日 開催場所:株式会社リプス・ワークス
第3回研究開発委員会 平成26年3月10日 開催場所:学校法人芝浦工業大学