






レーザーマイクロテクスチャとその効果
(2)マイクロテクスチャ加工
表面機能向上のためのマイクロテクスチャ加工技術は、あらゆる分野での研究が活発化しているが、実際にバリのない表面加工は、存在してこなかった。唯一化学的なエッチング法において、熱影響もバリもない加工が可能ではあるが、要求される3次元形状には対応が難しく、工程が複雑で現実的に、作業現場での採用は困難である。
まして、高硬度材における、熱レーザーを含む従来の除去加工では、高精度に加工された表面に発生したバリの為に、再研磨加工などの追加工が必要となり、希望のテクスチュアを形成することは困難であった。
しかし、短パルスレーザーの出現は、そのような不具合を一掃し、トライボロジーの世界に大きな実用化の道を開きつつある。
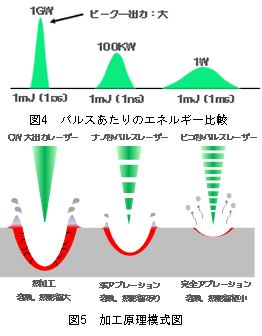
短パルスレーザーは図4に示すように1パルスあたりのピークパワーが非常に高く、多光子吸収を引き起こし、熱拡散が生じる前に、照射領域が瞬間的に蒸散するために、周辺部への熱影響が非常に少ない加工が可能となる。その模式図を図5に示す。
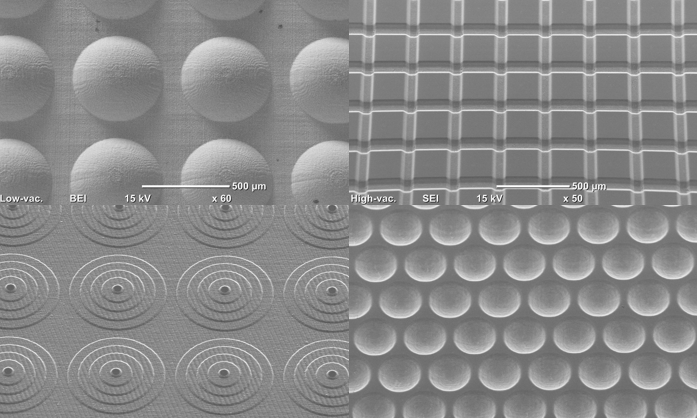
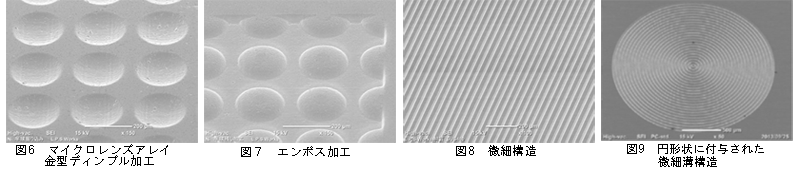
当社では、このような短パルスレーザーの利点を応用して、微細加工技術の開発を行ってきた。まず、金型などへの応用研究をスタートさせ、光学部品金型のような複雑な形状をはじめ、摩擦係数低減のためのディンプル加工を実施している。 特に光学部品金型は、複雑形状は当然のこと、面粗度についても厳しい要求がなされている。マイクロレンズアレイ金型を示す図6では、φ200µm、深さ30µm、ピッチ250µm曲面面粗度はRaで0.5µmを実現している。図7は、同様の寸法でエンボス加工を実施した例である。特筆すべきは、全くバリ、熱影響による形状不整が見られないと同時に、深さ、高さが指定通りに、制御可能となったことである。
トライボロジーにおける、ディンプルでは、φ50µm以下深さは数µm~10µmが要求されているが、その形状形成も満足のいくものである。材料は、SUSをはじめ金型鋼など、材料に制約はない。また、金型として、使用する場合は、長寿命化を目的として、各種のコーティングを施す場合が多い。
また、摩擦係数低減のためのパターンでは、ディンプル形状に限らず、図8に示すような、溝加工の需要も多くみられる。写真では山形形状を加工した例であるが、ライン(10µm)&スペースも自由に加工することが可能である。
次に、このような溝構造は円形部側面に付与される例も少なくない。図9は、円形状に、微細溝加工を付与した例である。このことから、どのような形状でもディンプル、溝加工が可能なことが理解できる。当然楕円形のディンプル、ティア―形状の付与も可能である。
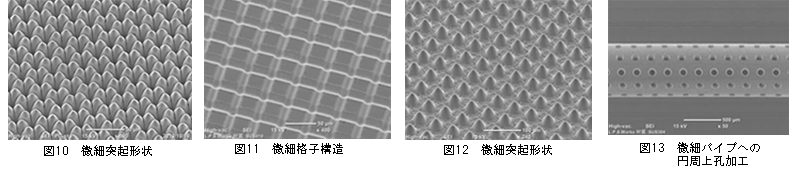
微細形状の形成は、技術の向上により、一見不可能と思える形状形成が可能になり、応用範囲が広がっている(図10~図12)
直接トライボジーに寄与するとは思えないが、触感・感触と訳されるタクタイルの世界や、医療、バイオ、美容などの世界で、注目されるようになった。
また、平面のみならず、円筒形状のようなケースでは、レーザー光を旋盤のバイトに見立てて、様々な加工が可能になった。ここでは、図13、図14に微細パイプへの加工を紹介するにとどめるが、この機構は ジャーナル部への、ディンプル、あるいは溝加工が可能なことを示している。
(3)ステージ駆動による切断
切断加工は、あらゆる業界で求められている技術である。もっとも有名なアプリケーションは、金属の切断加工であるが、ここでは、金属箔、脆性材料(ガラス)の切断について記載する。図15は金属箔の切断写真を示している。レーザー加工においては、熱影響による形状不整が避けられない。しかし、短パルスレーザーでの加工は、材料に熱を与えない加工が可能なために、当初の平面度を確保したまま、微細な加工が可能である。写真は、SUS50µmに20µmのリブを残し切断除去したものである。
また、スマートホンなどにみられる、強化ガラスの切断において、図11、図12にみられるように、高精度の切断が可能である。この技術は、ガラスに限らずその他のファインセラミックスの切断加工にも効果的である。

2.マイクロテクスチャと摩擦係数
自動車摺動部品などの摩擦係数を少しでも軽減することは、今や至上命題となっている。一方環境負荷低減の要請からは、これまでのトライボロジーのように、潤滑油・グリースの大量使用による潤滑機構の利用は許されず、最少潤滑油量(MQL)あるいは天然由来油でのトライボロジーを実現する必要もある。
この制約条件では、十分な油膜面を保持したままの液相潤滑機構ではなく、ストライベック曲線における混合潤滑機構あるいは油膜面が不足状態になる境界潤滑機構においても、低摩擦状態を保持する技術が求められる。
一般に、境界潤滑あるいは混合潤滑では、摺動している2物体が接触し、連続していた油膜面が途切れる可能性が高い。特に、MQLあるいは天然由来油のような低粘度油による潤滑では、摺動速度が遅くなると、2物体が折衝状態となるスティッキング現象 が生じ、摩擦係数の急速な増大あるいは2物体の凝着が生じる可能性が高い。この不具合を解消するためには、2物体が接近し、互いにトラクション伝達するときに、薄い油膜面が形成されている必要がある。すなわち、摺動する2物体間が比較的大きな圧力バウンダリーになっても、接触をさけることができれば、摩擦係数の急速な増加は回避される。ここに、マイクロテクスチュアの応用展開がある。
芝浦工業大学デザイン工学部相澤教授の指導を得て、これまでの潤滑油・グリースの大量使用によるプロセス・トライボロジーではなく、最少潤滑油量(MQL)・天然由来油でのプロセス・トライボロジーを実現するために、最適なマイクロテクスチュアを検討した結果を記載する。具体的には、SUS420試験片に図18、図19に示すように、微小孔パターンなどを付与し、その摩擦摩耗特性を、摺動速度をパラメータに調査、考察した。その結果、すべての摺動速度において、摩擦係数を半減できたことに加え、混合潤滑領域における潤滑特性曲線(ストライベック曲線)を下方に押し下げる制御が可能となることを実証した。
多少の変色はあるものの、微小孔まわりのバリが全く見られない。これにより、作製した試験片を研磨などの後工程なしに摩擦摩耗試験に利用することができる。さらに、作製したマイクロディンプルの表面配列は、図20に示すように、きわめて良好な規則配置となっており、マイクロベアリング効果を検討すべき試験片作製となっていることを保証している。
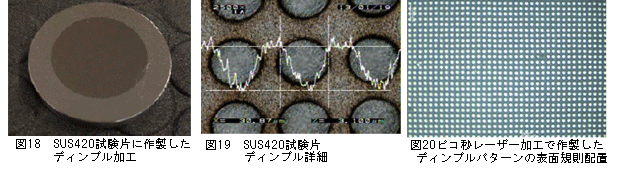
上記のマイクロ・ディンプル・パターンにおいて、その孔径・孔深さ・孔ピッチをパラメータに設定し、孔径は30µm~ 100µm、深さは3µm ~ 30µm、孔間隔は15µm~ 150µmの範囲で制御した。
具体的には、その摩擦摩耗特性を、摺動速度をパラメータに、芝浦工業大学に既設のトライボメータ(ボール・オン・ディスク法;以下、BOD試験法)にて調査考察した。
相手材料は、SUJ2硬質ボールを使用した。実験系を図21、図22に示す。潤滑油の種類・温度を一定、負荷荷重を一定とすると、ストライベック曲線における潤滑機構のパラメータは、摺動速度の依存性として評価できる。
最初に、作製したマイクロディンプルの寿命について、初期の接触状態あるいは短時間の摩擦により消失しては、工業用途としてのマイクロテクスチュア効果はきわめて限定的となる。そこで、3000m連続試験を行い、摩擦係数変化を調査した。マイクロディンプルが連続試験中に変化が生じれば、摩擦係数の微小な増加として反映される。結果を図23に示す。
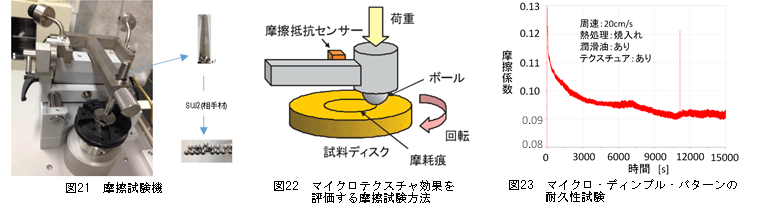
同図より明らかのように、測定された摩擦係数は、経過時間に対して単調に減少しており、15ks経過後も一定の摩擦係数を維持していた。試験終了後のマイクロテクスチャを観察しても、磨滅することなく健全性を保持していた。実用的には、部品・部材の表面硬度を上昇させるか、DLCコーティングなどの硬質コーティングを施すことによって、長時間の使用が期待できると考えている。次に、マイクロ・ディンプル・パターンを変化させ、パターンなしの通常試験片との摩擦係数特性の比較について、摩擦係数の測定距離に対する変化を、図24に示す。潤滑油は、初期に給油したのみで、途中での給油は行わない。また膜厚を均一化するために、初期の塗布後、同一の手順で油膜厚さの制御を行った。
同図より、相手材料との接触域内に有効なマイクロディンプル密度が多い、50µm径のマイクロ・ディンプル・パターンを用いることで、摩擦係数は半減することが確認できる。しかし、実際の摺動部品、部材では、種々の速度条件で稼働することが想定されるため、比較的広い摺動速度範囲で、低摩擦状態が保持されるかが課題となり、適したパターンの設計が必要となる。
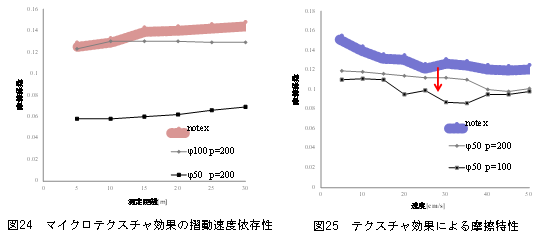
マイクロディンプルを用いない場合には、潤滑油の粘度と摺動速度により、相手材との接触界面における油膜厚さが決定する。したがって、速度が遅く、低粘度の潤滑油では、界面での油膜厚さが大きく減少していくため、摩擦係数は増加する。一方、速度と粘度が増大するにつれて、油膜厚さが増大するために、摩擦係数は低くなり、使用した潤滑油特性に応じた摩擦係数で停留する。さらに粘度・速度を増大すると、せん断抵抗損失も大きくなり、摩擦係数は微増する。このストライベック特性は、これらの実験からマイクロテクスチュアによるマイクロベアリング効果で大きく変化すると想定される。理想的には、相手材との接触状態で決まる油膜厚さを確保する潤滑油がマイクロディンプルより供給されることで、マイクロテクスチャ密度での高圧力分布が発生し、摺動速度に関係なく、低摩擦係数が保持される。
図25に、摺動速度を、5-50cm/s範囲で変化させた場合のマイクロテクスチャ効果を示す。高密度のマイクロテクスチャを配置することで、マイクロテクスチャなしの摩擦係数半減状態を、摺動速度に大きく依存することなく保持できること が明らかである。
最後に、実際の現場では、あらゆる使用環境が存在する。マイクロテクスチャを付与する部位、穴径、深さ、ピッチなどは、それぞれの環境によっても、使用する潤滑油の種類によっても、パターン設計が異なる。十分な実験、データ取得が必要である。
おわりに
短パルスレーザーの出現は、表面機能向上の有力なツールとなりつつある。その技術は、トライボロジーに限らず、バイオチップ、各種デバイス、医療用部材等多くの応用範囲が広がりつつある。当社の特徴である、微細加工技術は、レーザーそのものが持つ優位性を最大限利用しつつ、欠点は光学系と制御技術でカバーしつつ、あらゆるお客様からのご要求に応えるべく日々研鑽を続けている。