




私たちが目指す最先端のLaser Process Solutionは
「お客様が心から喜んでいただくためにあります。」
NEWS
お知らせ
-
メルマガ履歴
リプス・ワークス通信 Vol.068 (2024年4月16日号)
-
お知らせ
GW休業のお知らせ
-
メルマガ履歴
リプス・ワークス通信 Vol.067 (2024年3月19日号)
-
メルマガ履歴
リプス・ワークス通信 Vol.066 (2024年2月20日号)
-
お知らせ
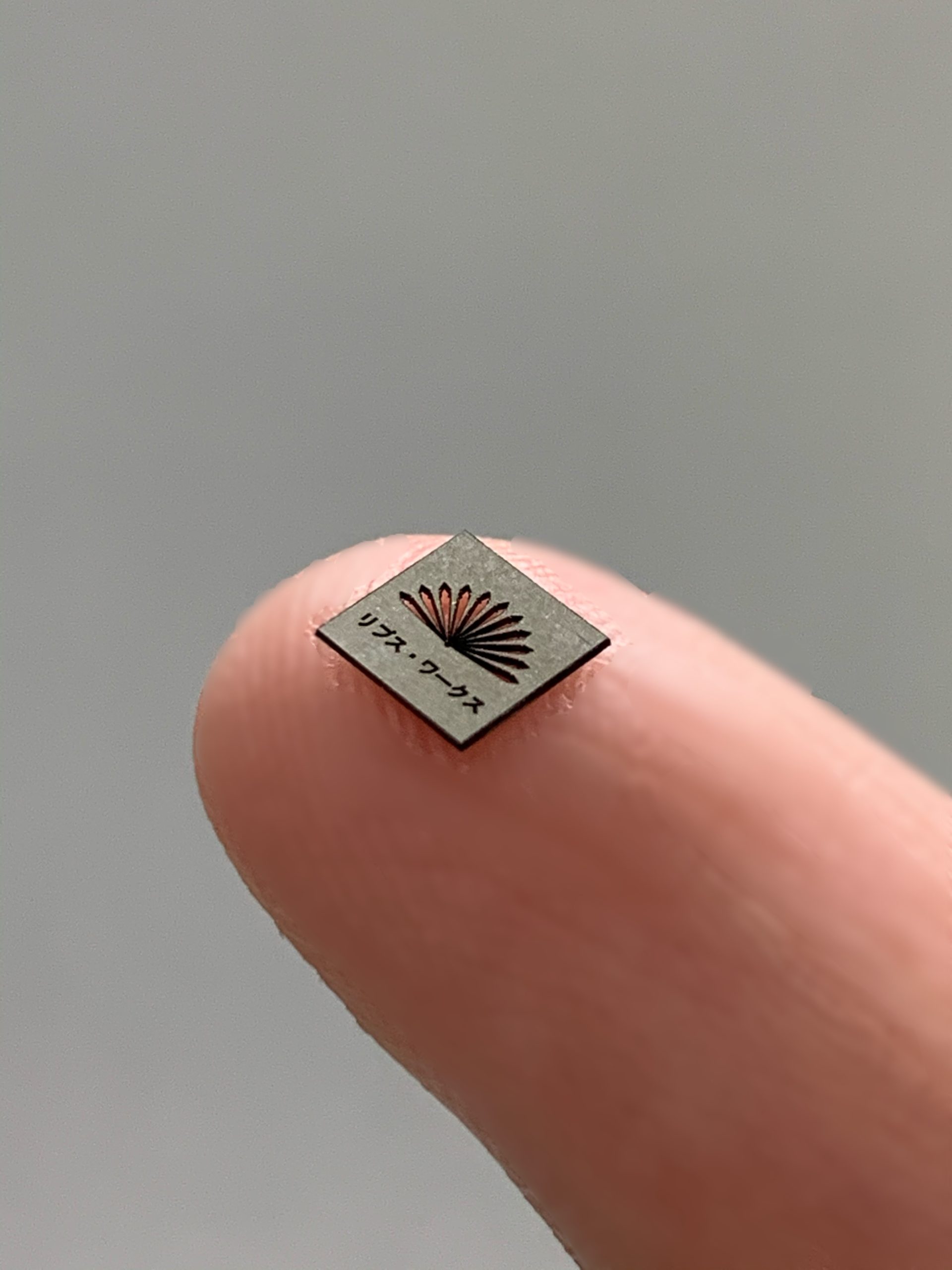
大田区SDGs未来都市ロゴマーク選定受賞記念品製作
-
Photonix2023へのご来場、ありがとうございました
-
Photonix2022へのご来場、ありがとうございました
-
INTERMOLD 名古屋へのご来場、ありがとうございました
-
INTERMOLD 2022へのご来場、誠にありがとうございました
-
Photonix2021へのご来場、誠にありがとうございました
超短パルスレーザ受託加工
Laser Micromachining Services with an Ultrashort Pulse Laser
株式会社リプス・ワークスは、「超短パルスレーザによる受託加工」に特化したリーディングカンパニーです。
自社製の超短パルスレーザ加工機と長年培った最適な加工条件の探求及びそのデータ蓄積で、お客様の悩み事・課題を解決致します。
-
レーザマイクロテクスチャ
表面機能向上を目的としたテクスチャ加工技術において、超短パルスレーザを用いる事により、従来の工法では困難な規則的な周期構造を、材料表面に付与する事が可能です。
世界最先端のレーザマイクロテクスチャ技術をご覧ください。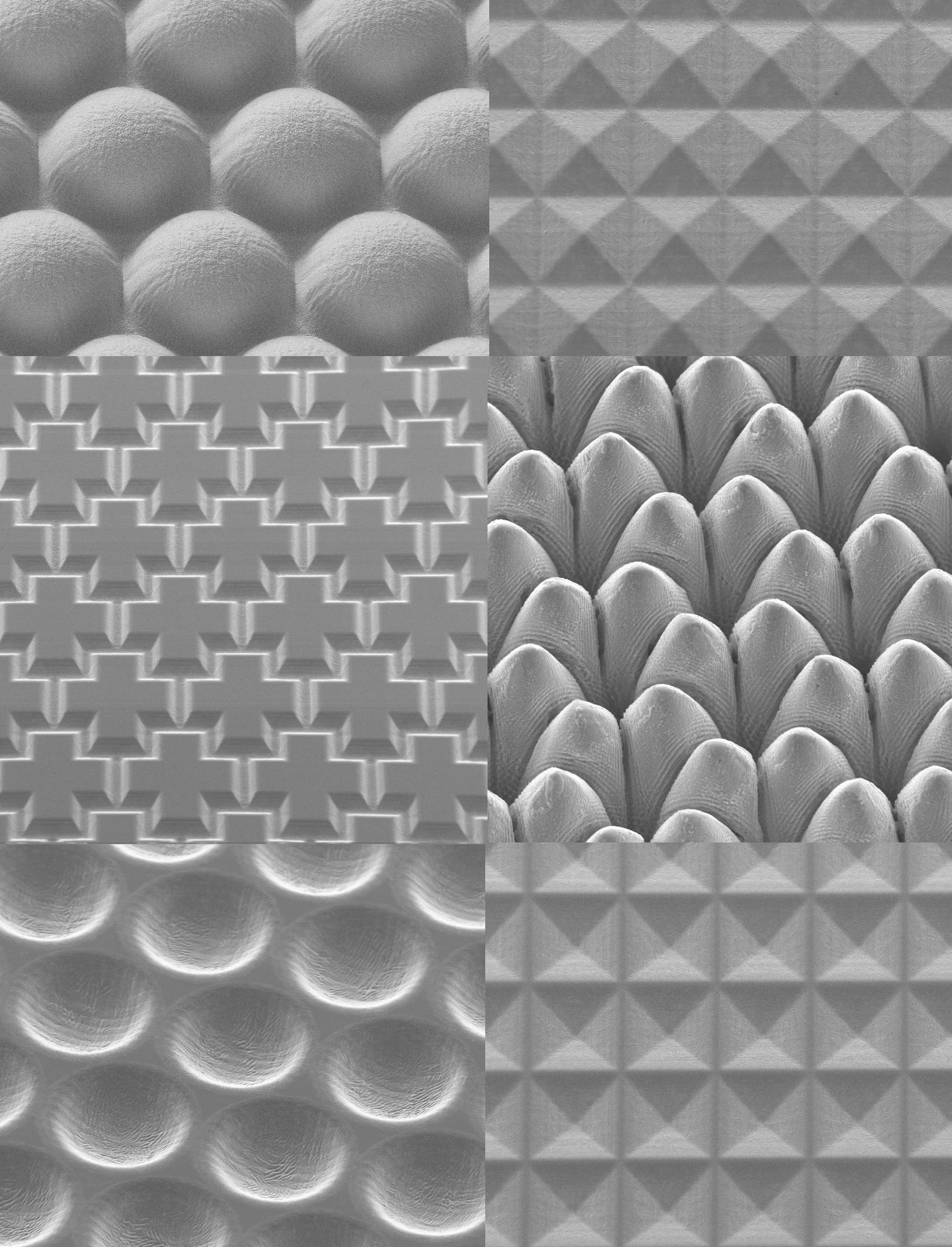
-
今月の新技術
超短パルスレーザによるマイクロ微細加工、と聞いて何を連想されますか?
弊社では、先端技術である超短パルスレーザ加工を日々研究し、活用方法や新たな加工技術をご提案しています。超短パルスレーザ受託加工のリーディングカンパニー、リプス・ワークスの最新技術をぜひご覧ください。
-
今月の失敗
また やっちゃった!怒られちゃう…!
そんな失敗も視点や考えを変える事で、他に利用できたという経験はありませんか?弊社で行った失敗例を取り上げ、紹介いたします。
レーザ加工装置設計・製造
Design and Manufacturing of Customized Laser Machines
レーザ加工では、光が加工ツールとなります。
数あるレーザ発振器の中から放射されるレーザ光の性質を理解し、加工内容に合わせたレーザ光の選択をしなければ最適な加工はできません。
当社では、受託加工事業で培ったレーザ加工技術を活かし、オーダーメイドのレーザ加工システムをご提供致します。
アプリケーションに適したレーザ発振器の選択から光学系の設計、保持具や補機類の考案、装置化まで一貫して承り、
お客様が要求される加工の実現、精度UP、加工効率UPを図るお手伝いをさせて頂きます。